拉挤成型工艺
概述
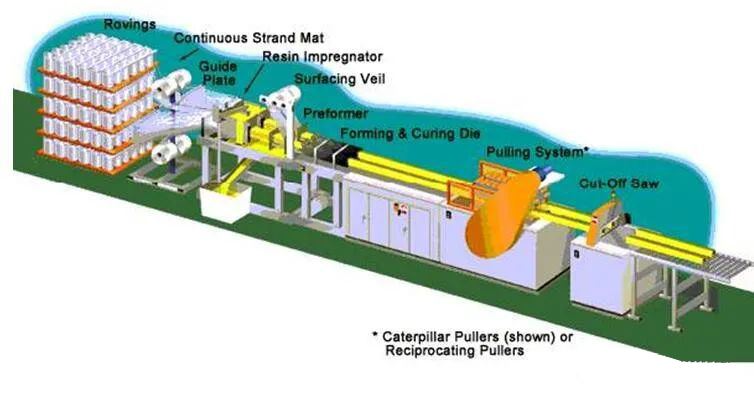
拉挤成型工艺是连续生产线性复合材料制品的一种工艺方法,以树脂作为基体材料,以纤维、织物作为增强材料,在外力的牵引下,经过浸渍、预成型、热模固化,最后形成连续型规整截面制品的工艺过程。

按设备可分为卧式和立式两类;按牵引方式可分为履带式牵引、往复式牵引和环形式牵引;按树脂基体可分为热固型与热塑型拉挤成型工艺;按新型拉挤可分为拉绕、编织、注射等拉挤成型工艺。
拉挤工艺的特点
优点
▶自动化、连续化生产工艺;
▶生产效率高,可多模多件;
▶拉挤制品中纤维含量可高达80%,能充分发挥连续纤维的力学性能,产品强度高;
▶制品纵、横向强度可任意调整;
▶制品性能稳定可靠,波动范围在±5%之内;
▶原材料利用率在95%以上,废品率低。 缺点
▶不能利用非连续增强材料;
▶产品形状单调,只能生产线形型材(非变截面制品),横向强度不高。
拉挤成型用原材料-基体树脂

拉挤成型用原材料-增强材料
玻璃纤维
▶普通E玻纤为主,高强选用S玻纤、高刚度可选用M玻纤;
▶价格便宜、综合性能优异,性价比高;
▶密度大、模量偏低。

芳纶纤维
▶高强高模量、耐高温,耐酸碱,
▶耐老化,价格昂贵
▶韧性好,抗冲击性能优异

碳纤维
▶密度低、减重明显,性能优异,价格昂贵
▶高强T700主要用于承载结构,T300布用于外观件

玄武岩纤维
▶高强高模量、耐高温,耐酸碱,耐老化,价格昂贵
▶韧性好,抗冲击性能优异

拉挤成型用原材料-常用助剂
引发剂:常用的有MEKP、TBPB、BPO、TBPO、BPPD。
阻燃剂:通常是磷、溴、氯、锑和铝的化合物,其中氢氧化铝使用广泛。
填料:常用的有碳酸钙、高岭土、滑石粉、二氧化硅、水合氧化铝。
脱模剂:常用内脱模剂为硬质酸盐类、脂类、有机磷化合物。
低收缩剂:常用的有聚醋酸乙烯酯、聚甲基丙烯酸甲酯、聚苯乙烯、热塑性聚氨酯和聚酯。
其他助剂:包括偶联剂、阻聚剂、增韧剂、稀释剂、抗氧剂等。
拉挤成型工艺技术分析

常规拉挤工艺示意图
拉挤工艺中树脂基体在热模中的粘度变化

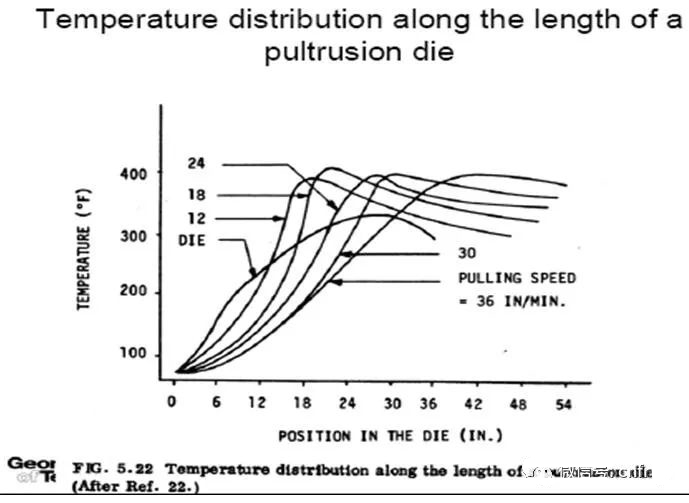
拉挤速度对树脂基体放热峰位置的影响
拉挤工艺中成型物在热模中的过程行为示意图
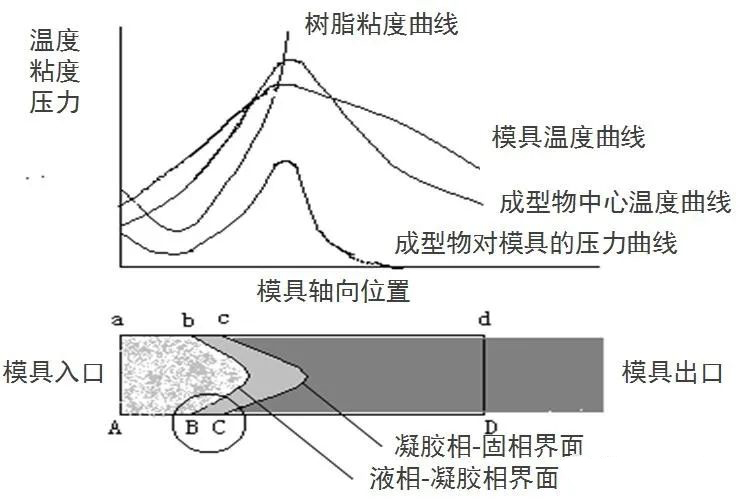
设凝胶区成型物与模具内壁的粘滞剪应力为Tadh,锥型凝胶区厚度最小处为t,凝胶体的热拉伸强度为Sgel,凝胶区宽度为Y,为了使拉挤工艺顺利进行,则必须满足如下不等式:

结合UPR拉挤工艺,为使上述不等式成立,可采取如下措施:
■为了缩短凝胶区长度Y,可采用快速固化树脂体系和(或)提高凝胶区模具温度,下策是降低拉挤速度,否则将导致凝胶区粘模而堵塞(Collar)。
■使用高效内脱模剂,减少凝胶区内成型物与模具内壁的粘滞剪力Tadh和(或)提高成型模工作面的光洁度,否则将导致凝胶区粘模而堵塞(Collar)。
■通过增加增强材料的体积含量来减少成型物表面的富树脂层厚度,以最大限度提高t值,另外更快的固化速度对t值也有贡献。但是t值太大将导致制品掉末(Pill产生)。
■为了提高树脂凝胶时的热强度,合理的树脂配方和填料的加入对此也有帮助。
拉挤成型工艺是连续生产线性复合材料制品的一种工艺方法,以树脂作为基体材料,以纤维、织物作为增强材料,在外力的牵引下,经过浸渍、预成型、热模固化,最后形成连续型规整截面制品的工艺过程。
按设备可分为卧式和立式两类;按牵引方式可分为履带式牵引、往复式牵引和环形式牵引;按树脂基体可分为热固型与热塑型拉挤成型工艺;按新型拉挤可分为拉绕、编织、注射等拉挤成型工艺。
拉挤工艺的特点
优点
▶自动化、连续化生产工艺;
▶生产效率高,可多模多件;
▶拉挤制品中纤维含量可高达80%,能充分发挥连续纤维的力学性能,产品强度高;
▶制品纵、横向强度可任意调整;
▶制品性能稳定可靠,波动范围在±5%之内;
▶原材料利用率在95%以上,废品率低。 缺点
▶不能利用非连续增强材料;
▶产品形状单调,只能生产线形型材(非变截面制品),横向强度不高。
拉挤成型用原材料-基体树脂
拉挤成型用原材料-增强材料
玻璃纤维
▶普通E玻纤为主,高强选用S玻纤、高刚度可选用M玻纤;
▶价格便宜、综合性能优异,性价比高;
▶密度大、模量偏低。
芳纶纤维
▶高强高模量、耐高温,耐酸碱,
▶耐老化,价格昂贵
▶韧性好,抗冲击性能优异
碳纤维
▶密度低、减重明显,性能优异,价格昂贵
▶高强T700主要用于承载结构,T300布用于外观件
玄武岩纤维
▶高强高模量、耐高温,耐酸碱,耐老化,价格昂贵
▶韧性好,抗冲击性能优异
拉挤成型用原材料-常用助剂
引发剂:常用的有MEKP、TBPB、BPO、TBPO、BPPD。
阻燃剂:通常是磷、溴、氯、锑和铝的化合物,其中氢氧化铝使用广泛。
填料:常用的有碳酸钙、高岭土、滑石粉、二氧化硅、水合氧化铝。
脱模剂:常用内脱模剂为硬质酸盐类、脂类、有机磷化合物。
低收缩剂:常用的有聚醋酸乙烯酯、聚甲基丙烯酸甲酯、聚苯乙烯、热塑性聚氨酯和聚酯。
其他助剂:包括偶联剂、阻聚剂、增韧剂、稀释剂、抗氧剂等。
拉挤成型工艺技术分析
常规拉挤工艺示意图
拉挤工艺中树脂基体在热模中的粘度变化
拉挤速度对树脂基体放热峰位置的影响
拉挤工艺中成型物在热模中的过程行为示意图
设凝胶区成型物与模具内壁的粘滞剪应力为Tadh,锥型凝胶区厚度最小处为t,凝胶体的热拉伸强度为Sgel,凝胶区宽度为Y,为了使拉挤工艺顺利进行,则必须满足如下不等式:
结合UPR拉挤工艺,为使上述不等式成立,可采取如下措施:
■为了缩短凝胶区长度Y,可采用快速固化树脂体系和(或)提高凝胶区模具温度,下策是降低拉挤速度,否则将导致凝胶区粘模而堵塞(Collar)。
■使用高效内脱模剂,减少凝胶区内成型物与模具内壁的粘滞剪力Tadh和(或)提高成型模工作面的光洁度,否则将导致凝胶区粘模而堵塞(Collar)。
■通过增加增强材料的体积含量来减少成型物表面的富树脂层厚度,以最大限度提高t值,另外更快的固化速度对t值也有贡献。但是t值太大将导致制品掉末(Pill产生)。
■为了提高树脂凝胶时的热强度,合理的树脂配方和填料的加入对此也有帮助。